Změna jazyka :
Výpočet životnosti díky zkušební laboratoři
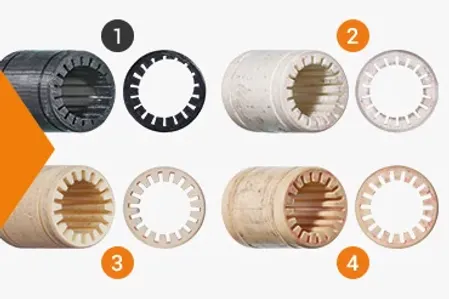
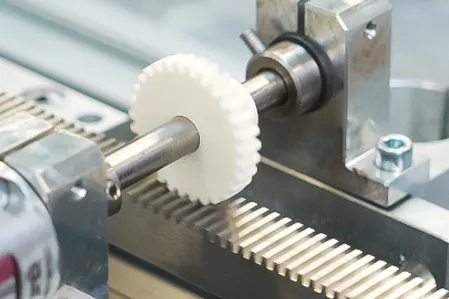
3D tištěné komponenty iglidur na zkušebním zařízení
3D tisk polymerů, které v pohyblivých částech vydrží až 80krát déle než běžné plasty a v některých aplikacích jsou odolnější než kov.
Je to nesplnitelný sen? Ne, to jsou jasné statistiky získané testováním v naší zkušební laboratoři a potvrzené našimi zákazníky. Vypočítáno, vyzkoušeno, ověřeno: každé tvrzení o životnosti plastů iglidur pro aditivní výrobu je založeno na mnohokrát provedených srovnáních. Jejich vyhodnocení je také základem pro naši kalkulačku dlouhé životnosti, pomocí které můžete na několik kliknutí vypočítat předpokládanou životnost svých tištěných komponent.
Tyto testy opotřebení najdete na této stránce:






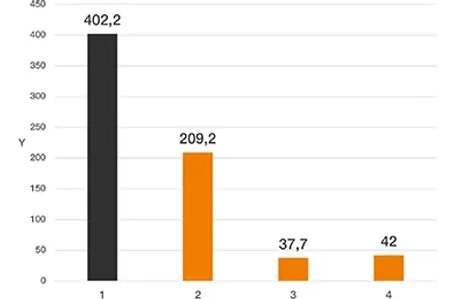
Zkouška opotřebení: Lineární dlouhý zdvih
Materiály pro 3D tisk v testu: Odolný plast iglidur i3 překonává materiál ABS 33krát.
Testovací parametry:
- Povrchový tlak: 0,11 MPa
- Povrchová rychlost: 0,34 m/s
- Zdvih: 370 mm
- Délka trvání: 3 týdny
Materiály hřídele: hliník hc

Osa Y: Rychlost opotřebení [μm/km]
Osa X: Materiály v testu
1. ABS (3D tisk FDM)
2. iglidur i180 (3D tisk FDM)
3. iglidur i3 (3D tisk SLS)
4. iglidur J (vstřikování)
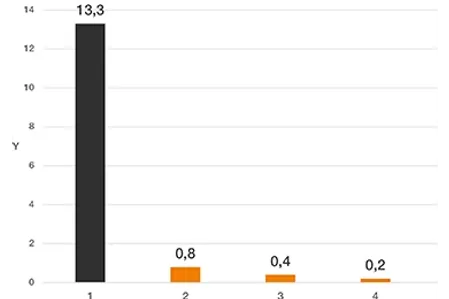
Výsledek testu:
Test s dlouhým zdvihem ukázal 15krát nižší hodnoty opotřebení pro iglidur i180 (FDM) a dokonce 33krát nižší hodnoty pro iglidur i3 (SLS). Díky velmi dobrým tribologickým vlastnostem jsou materiály iglidur odolné proti opotřebení ideální pro aplikace s dlouhým zdvihem, např.. Lineární roboty XY pro aplikace pick & place nebo kluzná ložiska a kluzné lišty v 3D tiskárně.
Zkouška opotřebení: Lineární krátký zdvih
Tribologické specifikace kluzných ložisek z 3D tisku jsou téměř shodné s ložisky vyrobenými vstřikováním.
Určete životnost 3D tištěných kluzných ložisek ve vaší aplikaci. Stačí zadat požadované parametry do bezplatné kalkulačky dlouhé životnosti kluzných ložisek a nechat si vypočítat životnost ložiska. ⯈ Ke kalkulačce dlouhé životnosti
Testovací parametry:
- Povrchový tlak: 1 MPa
- Povrchová rychlost: 0,3 m/s
- Zdvih: 5 mm
- Doba trvání: 1 týden
Materiály hřídele:
■ CF53 / AISI 1055: kalená ocel
■ 304 SS / AISI 304: nerezová ocel

Osa Y: Rychlost opotřebení [μm/km]
Osa X: Materiály v testu
1. ABS (3D tisk FDM)
2. iglidur J260 (3D tisk FDM)
3. iglidur J260 (vstřikování)
Výsledek testu:
Kluzné ložisko vyrobené z opotřebení odolného plastu iglidur J260 vykazuje podobně dobrou míru opotřebení bez ohledu na to, zda bylo vyrobeno 3D tiskem nebo vstřikováním. V testu byla testována kluzná ložiska iglidur J260 vyrobená vstřikováním a ložiska vytištěná 3D tiskem se stejným zatížením a stejnou rychlostí otáčení.
Tento test také ukázal, že koeficienty tření a abrazivní opotřebení našich 3D tiskových materiálů iglidur jsou díky tribologickým specifikacím mnohonásobně nižší než u standardních materiálů ABS.

Ložiska vyrobená z 3D tištěných kluzných plastů zaujmou výrazně delší životností než ložiska z běžných 3D tištěných plastů a hodnotami opotřebení, které jsou přinejmenším stejně nízké jako u obráběných součástí.
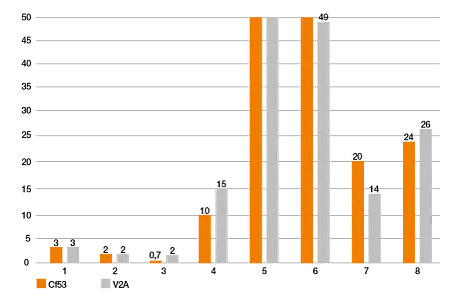
Testovací parametry:
- Povrchový tlak: 1 MPa
- Obvodová rychlost: 0,1 m/s
Materiály hřídele:
■ CF53 / AISI 1055: kalená ocel
■ 304 SS / AISI 304: nerezová ocel
Osa X: Materiály v testu
1. iglidur i3 (3D tisk SLS)
2. iglidur i150 (3D tisk FDM)
3. iglidur i190 (3D tisk FDM)
4. PA12 (SLS 3D tisk)
5. ABS (3D tisk FDM)
6. PA66 (vstřikování)
7. POM (obrábění)
8. PA66 (obráběný)
Zkouška opotřebení: Otáčení
Až 50krát vyšší odolnost proti oděru díky plastu iglidur
Jak dlouho vydrží 3D tištěné ložisko iglidur ve vaší aplikaci? Stačí zadat požadavky a určit životnost online pomocí naší bezplatné kalkulačky dlouhé životnosti kluzných ložisek: ⯈ Ke kalkulačce dlouhé životnosti
Testovací parametry:
- Povrchový tlak: 20 MPa
- Obvodová rychlost: 0,01 m/s
- Úhel otočení: 60°
- Délka trvání: 4 týdny
Materiály hřídelí: 304 SS
Osa Y: Rychlost opotřebení [µm/km]
Osa X: Materiály v testu
1. PA12 (3D tisk SLS)
2. PA12 + skleněné kuličky (3D tisk SLS)
3. iglidur i3 (SLS 3D tisk)
4. iglidur W300 (vstřikování)
Výsledek testu:
V testu otáčení vedou tribologické specifikace materiálů iglidur až k 50krát vyšší odolnosti proti oděru ve srovnání se standardními materiály pro 3D tisk (např. PA12).

Při testu otáčení vykazují ložiska vyrobená z 3D tištěných kluzných polymerů několikanásobně delší životnost než ostatní plasty, a to bez ohledu na výrobní proces.
Testovací parametry:
- Povrchový tlak: 2MPa
- Obvodová rychlost: 0,01 m/s
- Úhel otočení 60°
Materiály hřídele:
■ CF53 / AISI 1055: kalená ocel
■ 304 SS / AISI 304: nerezová ocel
Osa X: Materiály v testu
1. iglidur i3 (3D tisk SLS)
2. iglidur i150 (3D tisk FDM)
3. iglidur i190 (3D tisk FDM)
4. PA12 (SLS 3D tisk)
5. ABS (3D tisk FDM)
6. PA66 (vstřikování)
7. POM (obrábění)
8. PA66 (obráběný)
Zkouška opotřebení: Otáčení s velkým zatížením
Srovnatelné tribologické specifikace tištěných a vstřikovaných ložisek
Určete přesnou životnost 3D tištěného ložiska z igliduru ve vaší aplikaci. Stačí zadat požadované parametry do bezplatné kalkulačky dlouhé životnosti kluzných ložisek a vypočítat životnost online: ⯈ Do kalkulačky dlouhé životnosti
Testovací parametry:
- Povrchový tlak: 10, 20 a 45 MPa
- Obvodová rychlost: 0,01 m/s
- Úhel otočení: 60°
- Doba trvání: 1 týden
Při zkoušce byla testována kluzná ložiska o průměru a délce 20 mm, tj. na 3D vytištěné kluzné ložisko bylo aplikováno zatížení 1 800 kg.
Osa Y: Rychlost opotřebení [µm/km]
Osa X: Materiály v testu
1. iglidur i3 (3D tisk SLS)
2. iglidur i180 (3D tisk FDM)
3. iglidur G (vstřikování)
4. iglidur W300 (vstřikování)
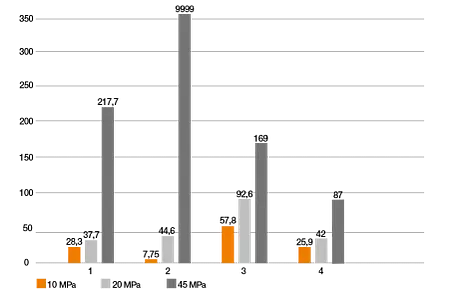
Výsledek testu:
Tento test s velkým zatížením ukazuje, že 3D tištěná kluzná ložiska (proces SLS) mohou být vystavena povrchovému tlaku až 45 MPa. Abrazivní opotřebení je stejně dobré jako u kluzných ložisek ze vstřikování. Proto je možné použití v aplikacích s vysokým zatížením.

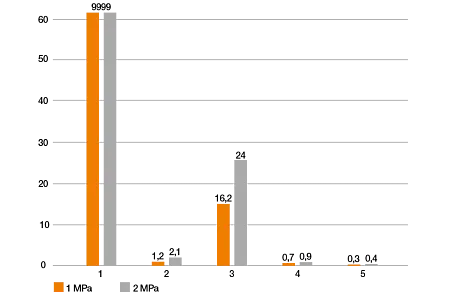
Zkouška opotřebení: Otáčení pod vodou
Srovnání rychlosti opotřebení materiálů iglidur pro 3D tisk a vstřikování při použití pod vodou
Testovací parametry:
- Povrchový tlak: 1 a 2MPa
- Obvodová rychlost: 0,01 m/s
- Teplota: 23 °C
Materiál hřídele: 304SS
Osa X: Materiály v testu
1. iglidur i3 (3D tisk SLS)
2. iglidur i8-ESD (3D tisk SLS)
3. iglidur J (vstřikování)
4. iglidur UW (vstřikování)
5. iglidur UW160 (vstřikování)
Osa Y: Rychlost opotřebení [µm/km]
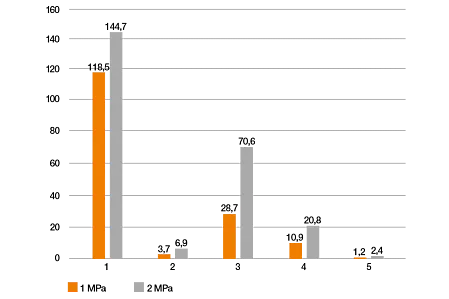
Výsledek testu:
Tento test čepu pod vodou ukázal, že 3D tištěná kluzná ložiska vyrobená z materiálu [electrostatically dissipative SLS material iglidur i8-ESD](/de-de/website/3d-druck/material/#ESD-taugliche Werkstoffe "fb73e0e2-1130-4a71-97b5-5c0928734375") mají mimořádně vysokou životnost, a materiál je proto pro takové aplikace stejně vhodný jako vstřikovací materiály iglidur UW a UW160, které byly speciálně vyvinuty pro použití pod vodou.
iglidur J je často používaným materiálem igus v suchém prostředí, ale pro použití pod vodou se příliš nehodí kvůli poměrně vysoké míře opotřebení.
Zkouška opotřebení: Hnací matice
iglidur materiály pro 3D tisk: Plasty odolné proti opotřebení jsou ve srovnání se standardními materiály odolnější 6 až 18krát.
Testovací parametry:
- Moment: 129 Nm
- Zdvih: 370 mm
- Otáčky (otáčky vřetena): 290 otáček za minutu
- Doba trvání: 2 týdny

Y = míra opotřebení [µm/km]
Osa X: Materiály v testu
1. ABS (3D tisk FDM)
2. iglidur i180 (3D tisk FDM)
3. iglidur J260 ( 3D tisk FDM)
4. iglidur i3 ( 3D
tisk SLS) 5. iglidur J (vstřikování)
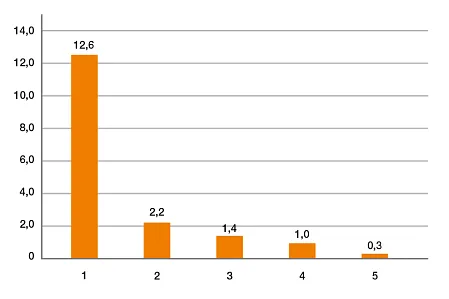
Výsledek testu:
V tomto testu je odolnost proti opotřebení materiálů pro 3D tisk igus v porovnání s běžnými materiály v závislosti na materiálu a procesu 3D tisku 6 až 18krát vyšší.
vyšší. Výroba hnacích matic pomocí 3D tisku přináší cenové výhody, zejména při výrobě malých množství, protože závit lze vyrobit přímo při 3D tisku a k jeho vyřezání není zapotřebí žádný drahý nástroj. Jediné, co se vyžaduje, je, aby bylo vlákno navrženo v modelu.
Zkouška součinitele tření: Rotující
Srovnání opotřebení odolného plastu iglidur a standardního materiálu ABS - nižší koeficient tření u igliduru
Plasty odolné proti opotřebení a tribologické specifikace jsou užitečné při návrhu motorů nebo hnacích sil, protože při polovičním tření je zapotřebí pouze poloviční hnací síla. Pomocí naší bezplatné kalkulačky dlouhé životnosti kluzných ložisek můžete zadáním svých požadavků určit, jak dlouho vydrží 3D tištěné kluzné ložisko z igliduru ve vaší aplikaci.
Testovací parametry:
- Povrchový tlak: 1 MPa
- Obvodová rychlost: 0,1 m/s
Materiál hřídele: Cf53
Y = koeficient tření [-]
X = doba chodu [h]
1. PA12 (3D tisk SLS)
2. iglidur i3 (3D tisk SLS)
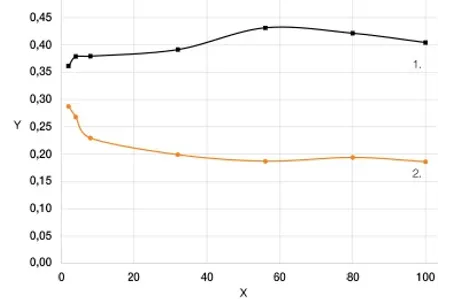
Výsledek testu:
Tribologické vlastnosti igliduru i3 jsou v testu dvakrát lepší než u standardních materiálů pro 3D tisk. To je způsobeno tím, že v materiálech iglidur jsou integrována pevná maziva, která snižují hodnoty tření a výrazně zvyšují odolnost proti opotřebení.

Zkouška opotřebení: Rotující
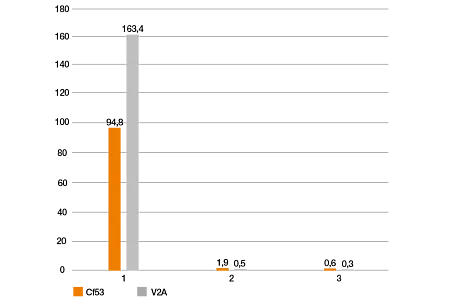
Hodnoty opotřebení 3D tiskových materiálů iglidur ve srovnání s běžnými 3D tiskovými plasty
Jak dlouho vydrží 3D tištěné ložisko z igliduru ve vaší aplikaci? Pomocí naší kalkulačky dlouhé životnosti kluzných ložisek můžete přesně určit životnost zadáním potřebných požadavků.
Testovací parametry:
- Povrchový tlak: 20 MPa
- Obvodová rychlost: 0,01 m/s
Materiál hřídele: SS 304

Osa Y: Rychlost opotřebení [µm/km]
Osa X: Materiály v testu
1. ABS (3D tisk FDM)
2. PA12 (3D tisk SLS)
3. iglidur i180 (3D tisk FDM)
4. iglidur J260 (3D tisk FDM)
5. iglidur i3 (3D tisk SLS)
6. iglidur W300 (vstřikování)
Výsledek testu:
opotřebení tištěných kluzných ložisek vyrobených z igliduru i180 je o 89,5% nižší než opotřebení ložisek vyrobených z často používaného plastu ABS stejným postupem. Ukázalo se, že spékané ložisko z igliduru i3 má 94,87%. menší opotřebení než u spékaného ložiska z PA12. Lepší hodnoty vykazovalo pouze ložisko vyrobené ze speciálního vlákna iglidur J260 a ložisko vyrobené vstřikováním z igliduru W300.

Při testu rotace vykazují ložiska vyrobená z 3D tištěného kluzného polymeru mnohem lepší výsledky než ložiska z běžných plastů, a to bez ohledu na výrobní proces.
Testovací parametry:
- Povrchový tlak: 1 MPa
- Povrchová rychlost: 0,3 m/s
Materiály hřídele:
■ CF53 / AISI 1055: kalená ocel
■ 304 SS / AISI 304: nerezová ocel
Osa X: Materiály v testu
1. iglidur i3 (3D tisk SLS)
2. iglidur i190 (3D tisk FDM)
3. PA12 (3D tisk SLS)
4. ABS (3D tisk FDM)
5. PA66 (vstřikování)
6. POM (obrábění)
7. PA66 (obráběný)
Zkouška opotřebení: Otáčení pod vodou
Srovnání rychlosti opotřebení materiálů iglidur pro 3D tisk a vstřikování při použití pod vodou
Testovací parametry:
- Povrchový tlak: 1 a 2MPa
- Povrchová rychlost: 0,3 m/s
- Teplota: 23 °C
Materiál hřídele: 304SS
Osa X: Materiály v testu
1. iglidur i3 (3D tisk SLS)
2. iglidur i8-ESD (3D tisk SLS)
3. iglidur J (vstřikování)
4. iglidur UW (vstřikování)
5. iglidur UW160 (vstřikování)
Osa Y: Rychlost opotřebení [µm/km]
Výsledek testu:
Zkouška rotace pod vodou ukázala, že 3D tištěná kluzná ložiska vyrobená z materiálu [electrostatically dissipative SLS material iglidur i8-ESD](/de-de/website/3d-druck/material/#ESD-taugliche Werkstoffe "fb73e0e2-1130-4a71-97b5-5c0928734375") mají mimořádně vysokou životnost, a materiál je tedy pro takové aplikace stejně vhodný jako vstřikovací materiály iglidur UW a UW160, které byly speciálně vyvinuty pro použití pod vodou.
iglidur J je často používaným materiálem igus v suchém prostředí, ale pro použití pod vodou se příliš nehodí kvůli poměrně vysoké míře opotřebení.
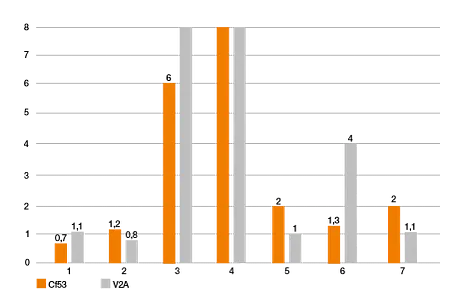
Test odolnosti proti UV záření a povětrnostním vlivům
Srovnání změny pevnosti materiálů iglidur pro 3D tisk a vstřikování
Zkušební podmínky:
- Cyklus ASTM G154: Simulace povětrnostních vlivů a UV záření
- Doba trvání: 2 000 hodin
Osa X: Materiály v testu
1. iglidur i8-ESD (3D tisk SLS)
2. iglidur i3 (3D tisk SLS)
3. iglidur i6 (3D tisk SLS)
4. iglidur J (vstřikování)
5. iglidur G (vstřikování)
Osa Y: procentuální změna pevnosti
Výsledek testu: Materiály SLS nejsou v žádném případě horší než materiály pro vstřikování.
Poté, co byly zkušební vzorky pro zkoušku ohybu vystaveny působení vlhkosti a UV záření po dobu 2 000 hodin, se ukázalo, že materiály iglidur pro selektivní laserové spékání vykazují podobné změny pevnosti jako nejčastěji používané vstřikovací materiály iglidur J a G. Materiál SLS iglidur i8-ESD je nejodolnější vůči povětrnostním vlivům a UV záření. Tento test jasně ukázal, že materiály pro 3D tisk iglidur nejsou v žádném případě horší než materiály pro vstřikování, pokud jde o odolnost proti UV záření a povětrnostním vlivům.
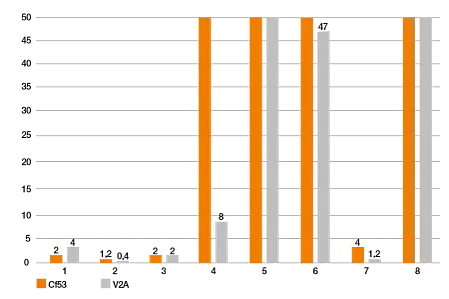
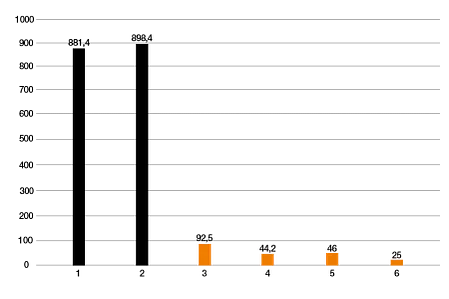
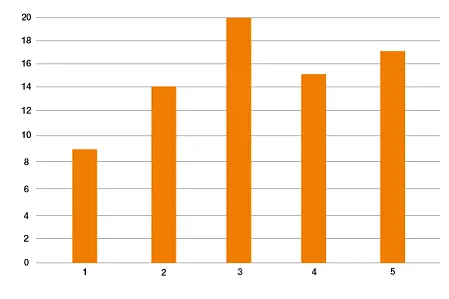
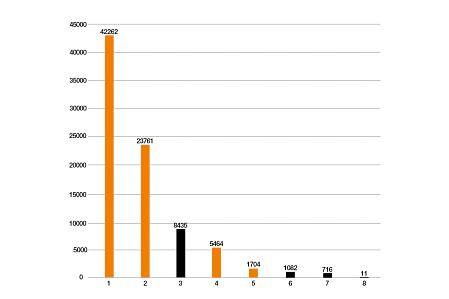
Test převodovky: Cykly, dokud se převodovka nerozbije
Parametry testu:
Otáčení 1440°:
n = 64 otáček za minutu
M = 2,25 Nm
z = 30
m = 1
b = 6mm
Při této zkoušce je ozubený hřeben poháněn ozubeným kolem a měří se počet cyklů, po kterých se kolo rozbije. Je vidět, že ozubená kola z igliduru vyrobená 3D tiskem nebo laserovým spékáním vydrží v testu dvakrát déle než frézovaná kola z POM.
Osa X: Materiály v testu
1. iglidur i3 (tištěný)
2. iglidur i8-ESD (tištěný)
3. POM (frézovaný)
4. iglidur i6 (tištěný)
5. iglidur i190 (tištěný)
6. PLA (tištěný)
7. PETG (s potiskem)
8. SLA
S výjimkou ozubeného kola z POM pocházejí modely CAD všech testovaných ozubených kol z konfigurátoru ozubených kol igus.
Extrémně dlouhá životnost šnekových kol s optimalizovanými kluznými vlastnostmi
Testovací parametry:
- Moment: 4,9 Nm
- Rychlost: 12 ot./min.
- Pářící se partner: Eloxovaný hliník
- Doba trvání: 2 měsíce
Hodnocení:
► POM (frézovaný): Úplné selhání po 621 000 cyklech
► iglidur i6 (slinutý): nízké opotřebení po 1 milionu cyklů
Nízké abrazivní opotřebení díky tribologickým plastům z 3D tiskárny
Poradenské služby
Rád zodpovím vaše otázky osobne
HENNLICH s.r.o.+420 416 711 333Napsat e-mail
Preprava a konzultace
Osobne:
Pondelí až pátek od 7:00 do 16:00.
Online:
24h